Sprache
20 % Rabatt auf Ihre erste Bestellung. Sparen Sie bis zu 1.000 $/1.000 €. Endet am 31. Dezember 2024.
IATF 16949:2016
ISO13485:2016
ISO9001:2015
Rufen Sie uns rund um die Uhr an
+86 135 1000 5651
Senden Sie uns eine E-Mail
Unsere Nachbearbeitungsdienste
Für alle bearbeiteten Teile bieten wir eine umfassende Oberflächenbehandlung an. Aus den folgenden Nachbearbeitungsprozessen können Sie die gewünschte Oberflächenveredelung Ihrer Teile auswählen.
| Oberflächenbehandlungsprozess | Verarbeitungsdienste | Anwendbare Materialien | Trace-Bedingungen verarbeiten | Kontrollierbarkeit des Aussehens | Toleranzauswirkung |
|---|---|---|---|---|---|

|
CNC-Bearbeitung, Blechbearbeitung, Vakuumguss, Spritzguss |
Metalle, Kunststoffe, Keramik usw. |
Es können feine Polierspuren vorhanden sein. Je feiner die Werkzeuge und Prozesse sind, desto weniger offensichtlich sind die Spuren. |
Durch die Anpassung von Parametern wie Polierwerkzeugen, Kraft und Zeit können der Glanz und die Ebenheit der Oberfläche präzise gesteuert werden, von Matt- bis hin zu Spiegeleffekten. |
Der normale Betrieb hat nur minimale Auswirkungen auf die Maßtoleranzen. Übermäßiges Polieren kann jedoch zu einer leichten Verringerung der Teilegröße führen, daher muss der Poliergrad streng kontrolliert werden. |

|
CNC-Bearbeitung, Blechbearbeitung |
Hauptsächlich Metalle wie Edelstahl und Aluminiumlegierungen |
Es entstehen gleichmäßige und regelmäßige Pinselstriche. Die Qualität des Pinsels und die Arbeitstechnik bestimmen die Gleichmäßigkeit der Textur. |
Durch die Auswahl von Bürsten mit unterschiedlichen Borstenmaterialien und -stärken sowie durch die Anpassung der Bürstenrichtung und -kraft können die Dicke, Dichte und Richtung der Pinselspuren gesteuert werden. |
Es beeinträchtigt grundsätzlich keine Maßtoleranzen und erzeugt vor allem ein einzigartiges Erscheinungsbild der Oberflächenstruktur. |

|
CNC-Bearbeitung, Blechbearbeitung, Vakuumguss |
Metalle, Glas, einige Hölzer usw. |
Es entsteht eine gleichmäßige sandig-raue Oberfläche. Die Sandkorngröße, der Sprühdruck und der Abstand bestimmen die Rauheit. |
Durch die präzise Einstellung von Parametern wie Sandkornparametern, Sprühwinkel und Druck können die Oberflächenrauheit und die Gleichmäßigkeit der Farbe genau gesteuert werden. |
Dadurch kommt es zu einem leichten Verlust an Oberflächenmaterial des Teils, was zu einer leichten Größenverringerung führt. Vor der Verarbeitung muss eine angemessene Toleranz eingehalten werden. |

|
CNC-Bearbeitung, Blechbearbeitung |
Hauptsächlich leicht oxidierende Metalle wie Edelstahl |
Mit bloßem Auge sind fast keine Flecken sichtbar und es kann nur zu einer geringfügigen Farbveränderung, beispielsweise einer etwas dunkleren Farbe, kommen. |
Das Erscheinungsbild ist relativ stabil und gleichmäßig. Farbe und Glanz können im Rahmen des jeweiligen Passivierungsprozesses bedingt angepasst werden. |
Es hat nahezu keinen Einfluss auf Maßtoleranzen und verbessert vor allem die chemische Stabilität der Metalloberfläche. |

|
CNC-Bearbeitung, Blechbearbeitung |
Spezifische Metalle wie Aluminiumlegierungen |
Es entsteht ein anodischer Oxidfilm mit bestimmter Farbe und Glanz. Farbe und Glanz verändern sich während des Filmwachstumsprozesses. |
Durch die Steuerung von Bedingungen wie Zusammensetzung und Konzentration des Elektrolyten, Elektrolysezeit und Stromdichte können die Aussehenseigenschaften der Filmschicht, wie Dicke, Farbtypen (wie Silber, Schwarz, Bunt usw.) und Härte, präzise reguliert werden. |
Aufgrund des Wachstums der Filmschicht nimmt die Teilegröße bis zu einem gewissen Grad zu. Insbesondere bei hochpräzisen Teilen muss der Einfluss der Filmdicke auf die Toleranzen im Voraus geplant werden. |

|
CNC-Bearbeitung, Blechbearbeitung |
Metalle wie Stahl und Kupfer |
Die Oberfläche weist eine schwarze Farbe auf und die Farbgleichmäßigkeit variiert je nach Schwärzungsverfahren. |
Bis zu einem gewissen Grad kann die Tiefe und Gleichmäßigkeit der schwarzen Farbe durch Optimierung des Schwärzungsprozesses, Steuerung der Behandlungszeit und -temperatur usw. gesteuert werden. |
Unter normalen Umständen hat es nur geringe Auswirkungen auf Maßtoleranzen. Bei Teilen mit extrem hohen Anforderungen an die Passgenauigkeit sollte jedoch auf die mögliche geringfügige Beeinflussung der Passmaße während des Bearbeitungsprozesses geachtet werden. |
")
|
CNC-Bearbeitung |
Verschiedene Metalle wie Zink, Kupfer und Nickel |
Auf der Teileoberfläche bildet sich eine Metallbeschichtung. Faktoren wie Lösungskonzentration, Stromdichte und Galvanisierungszeit beeinflussen die Gleichmäßigkeit der Beschichtung. |
Durch die strenge Kontrolle verschiedener Parameter während des Galvanisierungsprozesses können Dicke, Glanz (z. B. hell, matt) und Farbgleichmäßigkeit der Beschichtung genau gesteuert werden. |
Durch die Beschichtung vergrößert sich die Teilegröße. Die Beschichtungsdicke muss gemäß den Designanforderungen genau berechnet und gesteuert werden, um die Toleranzanforderungen zu erfüllen. |

|
CNC-Bearbeitung, Blechbearbeitung |
Verschiedene Metalluntergründe |
Die Qualität der Beschichtung wird stark von den Prozessparametern beeinflusst und es können Probleme wie ungleichmäßige Dicke und Farbunterschiede auftreten. |
Durch die Feineinstellung der Parameter des Galvanisierungsprozesses wie der Formel der Galvanisierungslösung, der Stromgröße und der Einschaltdauer können die Leistung (wie Härte, Verschleißfestigkeit) und das Aussehen (wie Dicke, Farbe, Glanz) der Beschichtung präzise gesteuert werden. |
Die Beschichtungsdicke wirkt sich direkt auf die Maßtoleranz aus und muss entsprechend den Toleranzanforderungen streng kontrolliert werden. |

|
CNC-Bearbeitung, Blechbearbeitung |
Metalle, einige Kunststoffe usw. |
Die Beschichtungsoberfläche kann sich leicht körnig anfühlen. Die Pulverpartikelgröße, die Sprühmethode und die Aushärtungsbedingungen beeinflussen die Glätte. |
Durch die Auswahl von Pulverbeschichtungen mit unterschiedlichen Partikelgrößen und Farben sowie die Optimierung des Sprühprozesses und der Aushärtungsparameter können Farbe, Textur (z. B. flach, sandartig, hammerartig) und Glanz der Beschichtung präzise gesteuert werden. |
Durch die Beschichtung vergrößert sich die Teilegröße. Die Beschichtungsdicke muss entsprechend den Designtoleranzanforderungen genau gesteuert werden. |

|
CNC-Bearbeitung, Blechbearbeitung, Spritzguss |
Planare oder nahezu planare Metalle, Kunststoffe, Glas usw. |
Die Ränder des gedruckten Musters können gezackte oder unscharfe Erscheinungen aufweisen, die von der Präzision des Siebgewebes, den Tinteneigenschaften und dem Druckdruck beeinflusst werden. |
Der Inhalt, die Farbe und die Klarheit des gedruckten Musters können gesteuert werden, aufgrund des Siebdruckverfahrens selbst gibt es jedoch eine gewisse Obergrenze für die Genauigkeit. |
Es beeinflusst grundsätzlich keine Maßtoleranzen und dient hauptsächlich dazu, bestimmte Muster oder Markierungen auf der Teileoberfläche darzustellen. |

|
CNC-Bearbeitung, Blechbearbeitung, Vakuumguss, Spritzguss |
Metalle, Hölzer, Kunststoffe usw. |
Es können Phänomene wie Durchhängen, Orangenschaleneffekt und Blasen auftreten. Die wichtigsten Einflussfaktoren sind die Lackqualität, der Betrieb der Spritzpistole und die Spritzumgebung. |
Durch die Auswahl hochwertiger Farben, die Optimierung der Spritzpistolenparameter (z. B. Luftdruck, Durchflussrate), die Steuerung der Spritzumgebung (z. B. Temperatur, Luftfeuchtigkeit) und der Betriebstechniken können die Farb-, Glanz- und Oberflächenstruktureffekte effektiv gesteuert werden. |
Die Dicke der Lackschicht führt zu einer Vergrößerung der Teile. Die Farbspritzdicke muss angemessen kontrolliert werden, um die Toleranzstandards einzuhalten. |

|
CNC-Bearbeitung, Blechbearbeitung, Vakuumguss, Spritzguss |
Variieren je nach spezifischer Beschichtung und decken eine Vielzahl von Materialien ab |
Der optische Effekt variiert stark je nach Beschichtungsmaterial und Verfahren. Es können Probleme wie Blasen, Partikel und Nadellöcher auftreten. |
Je nach ausgewähltem Beschichtungstyp können durch Anpassung der entsprechenden Vorbereitungsprozessparameter, wie z. B. der Formel des Beschichtungsmaterials, der Aushärtungsbedingungen usw., die Erscheinungsbildeigenschaften wie Farbe, Glanz und Härte gesteuert werden. |
Unterschiedliche Beschichtungen haben unterschiedliche Auswirkungen auf Maßtoleranzen. Die Auswirkungen auf die Toleranzen müssen je nach Beschichtungseigenschaften und Dickenanforderungen umfassend berücksichtigt werden. |
Oberflächenbehandlung
Bei der Aussehensbehandlung handelt es sich um eine Reihe physikalischer oder chemischer Bearbeitungsvorgänge, die an der Außenfläche von Produkten durchgeführt werden, einschließlich Galvanisieren, Sprühen, Eloxieren, Polieren und andere Prozesse. Seine Wirkung ist bemerkenswert. Es kann nicht nur die Ästhetik verbessern und die Farbe, den Glanz und die Textur von Teilen verändern, sondern auch eine schützende Rolle bei der Verhinderung von Korrosion, Verschleiß und Oxidation spielen. Es kann auch die Oberflächeneigenschaften in Bezug auf Funktionen verbessern, wie zum Beispiel Rutschfestigkeit und Anti-Fingerprint-Eigenschaften.

Nicht-ästhetische Nachbearbeitung
Unästhetisch bedeutet, dass die durch diese Nachbearbeitungsprozesse direkt bearbeiteten Teile noch einige Bearbeitungsspuren aufweisen.
Feinbearbeitung
Passivierung
Galvanisieren
Chemische Beschichtung
Radiumgravur
Pulverbeschichtung
Schwärzung (Schwarzoxid)
Eloxieren Typ III (Hartbeschichtung)
Ästhetische Nachbearbeitung
Je nach Kundenwunsch können ästhetische oder nichtästhetische Behandlungen durchgeführt werden.
Sandstrahlen
Drahtziehen
Drahtziehen + Eloxieren Typ II
Sandstrahlen + Eloxieren Typ II
Sandstrahlen + Eloxieren Typ II + Lasergravur
Sandstrahlen + Eloxieren Typ II + Siebdruck

Standardästhetik
Diese Oberflächenbehandlungen haben in der Regel ästhetische Auswirkungen.
Spiegelpolieren
Vakuumbeschichtung
Drahtziehen + elektrolytisches Polieren
Bringen Sie Ihre Teile noch heute in Produktion

Globale Oberflächenbehandlung kundenspezifischer Teile
Als weltweit führender Anbieter für die Oberflächenbehandlung von Teilen bieten wir Ihnen ein breites Spektrum an maßgeschneiderten Nachbearbeitungsdienstleistungen. Ganz gleich, wo Sie sich befinden oder welche Teilebearbeitungsanforderungen Sie haben, mit unserem hervorragenden handwerklichen Können können wir eine einzigartige Lösung für die Oberflächenbehandlung für Sie schaffen!
Branchenübergreifende Vorteile
| Brauchen | Unser Engagement | Ihr Vorteil |
| Kosten sparen | Standardprozesse ersetzen Premium-Technologie | 20–40 % Kostenreduzierung |
| Risiko reduzieren | Vollständige Inspektionsberichte (Salzsprühnebel/Härte/Dicke) | 48-Stunden-Reaktion auf Qualitätsprobleme |
| Sparen Sie Zeit | Gemeinsames Vorrichtungsdesign → | 72 Stunden Eilzustellung |
| After-Sales | Kostenlose Wiederaufbereitung bei Prozessfehlern | 90 % Kundenbindungsrate |
Unsere Prinzipien:
Konzentrieren Sie sich auf die Produktionsstabilität, nicht auf Laborspezifikationen
Alle Daten sind vor Ort überprüfbar
Faire Preise ohne versteckte Kosten
Nächster Schritt: Senden Sie Zeichnungen/Muster → Erhalten Sie ein Prozessangebot + Teststücke in 24 Stunden!
*Alle Lösungen nutzen konventionelle Geräte.
Akzeptable Standards für das Erscheinungsbild der Teile
Alle von RT Manufacture hergestellten Erscheinungsbildkomponenten folgen unseren Erscheinungsbildakzeptanzstandards:
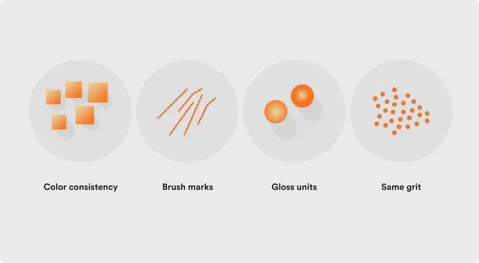
Konsistenzstandards
Alle Komponenten in derselben Charge müssen ein hohes Maß an einheitlichem Erscheinungsbild aufweisen und es dürfen keine mit bloßem Auge sichtbaren Unterschiede bestehen. Das heißt:
Farbkonsistenz
Markierungskonsistenz
Konsistenz der Baugruppe
Form- und Größenkonsistenz
Oberflächenstruktur und Musterkonsistenz
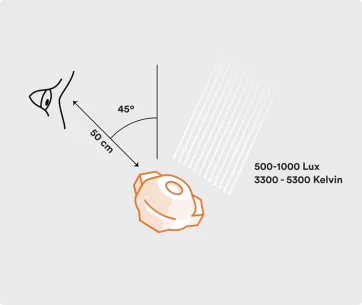
Bedingungen für die Sichtprüfung
Die Oberflächenqualität jedes Teils muss unbedingt die folgenden spezifischen Bedingungen erfüllen:
Lichtverhältnisse: Die Beleuchtung liegt über 540LX und die Lichtquelle sollte gleichmäßig verteilt sein. Es kann natürliches Licht oder künstliches Licht sein.
Hintergrundbedingungen: Im Allgemeinen wird ein schwarzer oder dunkler Hintergrund verwendet, um den Kontrast von Oberflächenfehlern von Bauteilen zu verstärken und die Beobachtung zu erleichtern.
Beobachtungsabstand: Der Abstand zwischen dem menschlichen Auge und der Oberfläche des zu messenden Objekts beträgt in der Regel 15–20 cm, sodass Details der Bauteiloberfläche erkennbar sind.
Beobachtungswinkel: Die Inspektionsoberfläche der Komponente sollte einen Winkel von etwa 45° mit der Tischplatte bilden und alle Winkel, vorne und hinten, links und rechts, sollten überprüft werden, um sicherzustellen, dass nichts übersehen wird.
Beobachtungszeit: Für jede Beobachtungsfläche jedes Bauteils beträgt die Sichtprüfungszeit in der Regel nicht weniger als 5 Sekunden, um sicherzustellen, dass mögliche Erscheinungsfehler vollständig entdeckt werden können.
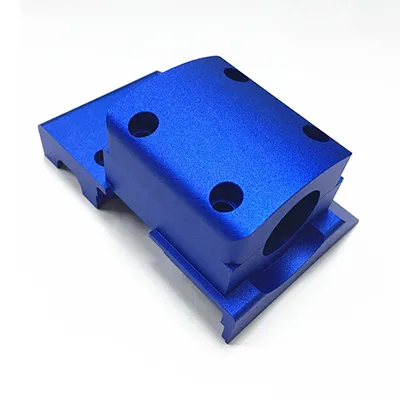
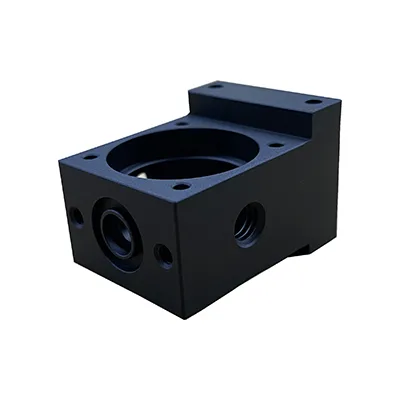
Nachbearbeitete Teile – Ausstellung exquisiter Handwerkskunst
Willkommen in unserem Ausstellungsbereich für nachbearbeitete Teile! Hier finden Sie verschiedene sorgfältig verarbeitete Teile, die ihren einzigartigen Charme entfalten. Durch fortschrittliche Nachbearbeitungstechnologie verleihen wir den Teilen eine hervorragende Leistung und ein hervorragendes Erscheinungsbild. Von der Oberflächenglätte bis zur Detailgenauigkeit zeigt jedes Teil unser anhaltendes Streben nach Qualität, präsentiert Ihnen ein Fest der Vision und Qualität und erfüllt Ihre unterschiedlichen Anforderungen an hochwertige Teile.

Gelb eloxierte Teile

Sandstrahlen + Eloxieren + Lasergravur CNC-Teil

Eloxieren + Siebdruck
Eloxierte Kompressorteile
CNC-sandgestrahlte eloxierte Teile

Hochglanzpolierte Teile

FAQs zur Nachbearbeitung
Hier finden Sie alles, was Sie interessiert
Wie stellen Sie sicher, dass die Verzinkung der Bremshalterung bei Salzsprühtests 480 Stunden hält, ohne die Montagegenauigkeit zu beeinträchtigen?
Zuverlässiger Prozess: Standardblaue/weiße Verzinkung (8–12 μm) + Versiegelung. Besteht den 480-Stunden-Salzsprühtest – Maßtoleranz
Kostenvorteil: 30 % günstiger als eine Zink-Nickel-Beschichtung. Monatliche Kapazität: 500.000 Stück. Unterstützt JIT-Lieferung.
Wie können chirurgische Instrumente so aufbereitet werden, dass sie leicht zu reinigen sind, ohne dass Flüssigkeitsrückstände zurückbleiben?
1. Elektrolytisches Polieren (Ra≈0,4μm) → Reduziert Rückstände um 80 %
2. Passivierung (auf Salpetersäurebasis) → Verbessert die Korrosionsbeständigkeit durch Salzlösung
3. Erfolgsbilanz: Keine reinigungsbezogenen Beschwerden von medizinischen Kunden in 3 Jahren.
Wie kann verhindert werden, dass Gewindelöcher nach dem Eloxieren von Aluminiumhalterungen reißen?
Hochtemperaturstopfen vor dem Eloxieren in Löcher einsetzen → Nach der Bearbeitung entfernen
Kontrollanodisierungsdicke ≤25 μm (entspricht HB/Z 233-Standard)
Ergebnis:
Wie kann man Farbabweichungen bei sandgestrahlten und eloxierten Kopfhörerhüllen kontrollieren?
Gleichmäßige Sandstrahlkörnung (#180 Aluminiumoxid)
Regelung der Färbebadtemperatur (±1°C)
Ausgabequalität: ΔE≤1,5 (visuell konsistent), Fehlerrate
Wie kann verhindert werden, dass Waschmaschinenplatten über einen Zeitraum von mehr als 5 Jahren verblassen?
Standardphosphatierung + Epoxidpulverbeschichtung (≥60μm)
1000-Stunden-UV-Test = 5+ Jahre Farbbeständigkeit im Außenbereich
Preis: 20 % günstiger als Elektrotauchlackierung. Monatliche Kapazität: 200.000 m².
Können QPQ-behandelte Zahnräder dem Abrieb in Bergbaustaubumgebungen standhalten?
Tiefe der Nitrierschicht: 0,15 mm → Oberflächenhärte HV650
Feldergebnis: 3-fache Lebensdauer im Vergleich zu unbehandelten Zahnrädern in Kohlebergwerken
Transparente Preisgestaltung: 1,1–1,7 $/kg (Mengenrabatte möglich).
Welcher Reibungskoeffizient kann mit hartanodisierten Robotergelenken erreicht werden?
Standard-Hartanodisierung (40–50 μm)
Trockenreibungskoeffizient ≈0,15 (50 N Last)
Spartipp: Kombinieren Sie es mit Graphitfett → mehr als 20.000 Betriebsstunden.
Kundenstimme


John Smith
Maschinenbauingenieur
Der Nachbearbeitungsservice dieser Firma ist hervorragend. Ihre Liebe zum Detail und ihre Präzision sind bemerkenswert. Die Teile, die ich nach der Behandlung erhielt, entsprachen nicht nur meinen Erwartungen, sondern übertrafen sie sogar. Die Oberflächenbeschaffenheit war einwandfrei und die Haltbarkeit beeindruckend. Ich würde sie jedem wärmstens empfehlen, der nach erstklassigen Nachbearbeitungslösungen sucht.

Li Müller
Produktionsleiter
Ich habe mit verschiedenen Nachbearbeitungsanbietern zusammengearbeitet, aber dieser sticht heraus. Sie bieten eine große Auswahl an Optionen und ihr Team ist sehr professionell. Die Kommunikation während des gesamten Prozesses war ausgezeichnet. Sie halfen uns bei der Auswahl der am besten geeigneten Nachbearbeitungsmethode für unsere Teile und das Endergebnis war perfekt. Wir werden unsere Partnerschaft auf jeden Fall fortsetzen.

Pierre Dubois
Qualitätssicherungsleiter
Ich bin mit der Nachbearbeitung sehr zufrieden. Sie halten sich an strenge Qualitätsstandards und sorgen durch die eingesetzten Qualitätskontrollmaßnahmen dafür, dass jedes Teil mit höchster Qualität verarbeitet wird. Ein großes Plus ist auch die Umweltfreundlichkeit ihrer Prozesse. Es zeigt, dass es sich um ein zukunftsorientiertes Unternehmen handelt. Tolle Arbeit!

Carlos Rodriguez
F&E-Manager
Ich bin beeindruckt von der Innovation ihrer Nachbearbeitungstechniken. Sie konnten eine neue Beschichtungsmethode auf unsere Komponenten anwenden, die deren Leistung und Ästhetik deutlich verbesserte. Es ist klar, dass sie in Forschung und Entwicklung investieren, was ein wertvolles Gut ist. Ihr Team war in der Lage, unsere individuellen Anforderungen problemlos zu erfüllen, und die Endprodukte haben in unseren Anwendungen eine außergewöhnlich gute Leistung erbracht.

Sophie Lefèvre
Koordinator der Lieferkette
Die Bearbeitungszeit für ihre Nachbearbeitungsdienste ist bemerkenswert. Wir hatten eine knappe Frist und es gelang ihnen, unsere Teile pünktlich zu liefern, ohne Kompromisse bei der Qualität einzugehen. Ihre Logistik und Terminplanung sind erstklassig. Darüber hinaus war der Kundenservice sehr hilfsbereit und immer bereit, unsere Fragen zu beantworten und Updates bereitzustellen. Dadurch verlief der gesamte Prozess sehr reibungslos und stressfrei.



















Fallstudie
Entwerfen für die CNC-Bearbeitung: Tipps für Präzision und Effizienz
Erfahren Sie, wie Sie Ihre Designs für die CNC-Bearbeitung optimieren, um Kosten zu senken und die Qualität zu verbessern.
CNC-Bearbeitungsressourcen
Blogs
Nachricht
Fallstudien
Richtlinien
Materialien
Design-Anleitungen
CNC-Bearbeitung
Thermoformen
Vakuumguss
Spritzguss
Blechbearbeitung
Oct 15, 2025
Was ist eine Teflon-Oberflächenbehandlung?
In diesem Artikel werden wir jeden Schritt des Teflon-Prozesses aufschlüsseln, detailliert beschreiben, welche Materialien mit Teflon beschichtet werden können (und welche nicht) und erklären, warum diese Behandlungstechnik die Spielregeln für Teileoberflächen verändert.
Jul 24, 2025
Dieser unscheinbare „rechte Winkel“, der auf Ihrer ausgestellten Zeichnung markiert ist, könnte heimlich den Grundstein für Produktversagen, Kostenexplosionen oder sogar Kundenreklamationen legen.
Apr 20, 2025
Wie treibt die CNC-Bearbeitung Innovationen in der Automobilteilefertigung voran?
Die CNC-Bearbeitung mit ihrer hohen Präzision und Effizienz verändert die Automobilteilefertigungsindustrie neu. In diesem Artikel werden die Anwendungen des CNC-Fräsens und -Drehens im Automobilsektor untersucht und wie sie Herstellern dabei helfen, leichtere und langlebigere Komponenten herzustellen.
Oct 29, 2025
Entdecken Sie, wie der chinesische Zerspanungssektor fortschrittliche Technologie mit der Widerstandsfähigkeit der Lieferkette kombiniert, um Präzisionsteile und maßgeschneiderte Bearbeitungslösungen in sich entwickelnden globalen Märkten bereitzustellen.
Oct 22, 2025
Wie die Herstellung kundenspezifischer Teile die Medizingeräteindustrie revolutioniert
In der sich ständig weiterentwickelnden Landschaft des Gesundheitswesens bilden medizinische Geräte das Rückgrat moderner Diagnose und Behandlung.
Jun 12, 2025
Die Schlüsselrolle der Blechbearbeitung bei der Herstellung von Haushaltsgeräten
In diesem Blog wird erläutert, wie die Blechverarbeitung – und die damit verbundenen Techniken wie die Blechfertigung – die Geräte prägen, die wir täglich verwenden, und warum sie in der Geräteproduktion unersetzlich ist.
Jun 30, 2025
CNC-Bearbeitungsgehäuse: DJI-Drohnenmotorhalterungen
Erfahren Sie mehr über unsere spannende Geschichte der Drohnenherstellung mit DJI Innovations. Unsere groß angelegte Präzisionsfertigung für die Luft- und Raumfahrt kann eine monatliche Serienproduktion von bis zu Zehntausenden Einheiten erreichen.
Jun 30, 2025
Blechgehäuse: Schneider Electric Server-Racks
Nutzen Sie unsere Blechfertigungstechnologie, um Chargen kritischer Blechteile für einen Datenpanzer-Riesen herzustellen und dabei 22 % weniger Material als der Branchendurchschnitt zu verbrauchen.
Jun 30, 2025
Spritzgussgehäuse: Medtronic Insulinpumpengehäuse
Wir brauchten etwas mehr als einen Monat, um exquisite Spritzgusskunstwerke herzustellen, und bisher haben wir mehr als eine Million Stück produziert.
Oct 29, 2025
Sind Sie mit Unterbrechungen der Lieferkette aufgrund von Handelskonflikten konfrontiert? Entdecken Sie, wie Sie durch strategische Partnerschaften, regionale Diversifizierung und technische Zusammenarbeit zuverlässige maßgeschneiderte Bearbeitungslösungen sichern können. Erfahren Sie mehr über den belastbaren Ansatz von RT Manufacture.
Oct 15, 2025
Im Zeitraum 2024–2025 erlebt die Herstellung kundenspezifischer Teile eine technologiegetriebene Revolution, wobei CNC-Bearbeitung, Blechbearbeitung, Silikonformung und Spritzguss den Wandel bei der Herstellung kundenspezifischer Teile vorantreiben.
Jun 17, 2025
Thermoformen vs. Spritzgießen: Was ist das Beste für Ihr Projekt?
Vergleichen Sie Thermoformen und Spritzgießen für kundenspezifische Teile – lernen Sie die wichtigsten Unterschiede in Prozess, Kosten, Materialien und Anwendungen (Medizin, Automobil) kennen. Finden Sie die richtige Methode für Ihr Projekt.
Jun 12, 2025
Die Zukunft der Spritzgusstechnologie: Von Haushaltsgeräten bis zur Luft- und Raumfahrt
Dieser Blog untersucht die wichtigsten Trends, die die Zukunft des Spritzgießens prägen, wie sie auf Haushaltsgeräte und die Luft- und Raumfahrt zugeschnitten sind und was Hersteller kundenspezifischer Teile wissen müssen, um an der Spitze zu bleiben.
Mar 22, 2025
Aluminium vs. Edelstahl: Auswahl des richtigen Materials für kundenspezifische CNC-Teile
Vergleichen Sie Aluminium (Legierung 6061-t6, 7075-t6) mit Edelstahl (304, 316) für kundenspezifische CNC-Teile. Erfahren Sie mehr über Bearbeitbarkeit, Korrosionsbeständigkeit, Kosten und Einsatzmöglichkeiten (Luft- und Raumfahrt, Medizin).
Jun 17, 2025
Entwerfen für die CNC-Bearbeitung: Tipps für Präzision und Effizienz
Erfahren Sie, wie Sie Ihre Designs für die CNC-Bearbeitung optimieren, um Kosten zu senken und die Qualität zu verbessern.
Jul 24, 2025
Mit der kontinuierlichen Innovation von Gesellschaft und Technologie wird die Nachfrage nach qualifizierten CNC-Bedienern in der Fertigungsindustrie weiter wachsen.
Jul 24, 2025
CNC-Leitfaden: Was ist CNC-Fräsen?
Wenn sich die Technologie ständig verbessert, wird das CNC-Fräsen nie aufhören. In der heutigen Gesellschaft sind viele Produkte, die wir in unserem Leben verwenden, untrennbar mit dem CNC-Fräsen verbunden.
Jul 24, 2025
Das CNC-Drehen ist ein unverzichtbarer Bestandteil der CNC-Bearbeitung. In diesem Artikel werden wir eine ausführliche Diskussion führen, um jedem ein klares Verständnis des CNC-Drehens zu vermitteln.
Oct 16, 2025
Thermoformen vs. Spritzgießen: Auswahl der richtigen Lösung für kundenspezifische Kunststoffprojekte
In diesem Leitfaden erfahren Sie genau, wie der Thermoform- und Spritzgussprozess funktioniert und wie Sie den richtigen Prozess für Ihre Arbeit auswählen.
Jul 24, 2025
Thermoforming-Technologie erklärt: Ein umfassender Leitfaden von den Prinzipien bis zur Anwendung
In der modernen Fertigung zeichnet sich das Thermoformen als hocheffiziente und anpassungsfähige Kunststoffverarbeitungstechnik aus. Von transparenten Lebensmittelbehältern in Supermärkten bis hin zu aufwendig gestalteten Armaturenbrettern in Autos spielt diese Technologie eine zentrale Rolle. Als Teilehersteller, der sich auf Vakuumformen spezialisiert hat, laden wir Sie ein, zu erkunden, wie Thermoformen gewöhnliche Kunststoffplatten in vielseitige, funktionale Produkte verwandelt.
Jul 24, 2025
Dieser Blog befasst sich mit den Einzelheiten des Vakuumgießens, seinen Arbeitsabläufen, Arten, Materialien usw. Damit Sie diesen besonderen Prozess des Vakuumgießens verstehen.
Jun 17, 2025
Vakuumguss für die Prototypenherstellung: Warum es bahnbrechend ist
Entdecken Sie, warum das Vakuumgießen das Prototyping revolutioniert. Unser Leitfaden behandelt den Vakuumgussprozess, die Vorteile des Polyurethan-Vakuumgusses und die Auswahl eines Dienstes für hochwertige Prototypen.
Jul 24, 2025
In diesem Blog werden wir die Komplexität des Spritzgießens, seine Prinzipien, Prozesse, Materialien, Anwendungen und mehr untersuchen. Klicken Sie, um mehr zu sehen.
Jun 17, 2025
Spritzguss für die Massenproduktion: Was Sie wissen müssen
Erfahren Sie, wie Sie das Spritzgießen großer Stückzahlen optimieren können – von der Simulation und den Toleranzen bis hin zur Oberflächenbeschaffenheit und dem Systemdesign. Arbeiten Sie mit dem besten Spritzgussunternehmen zusammen, um skalierbaren Erfolg zu erzielen.
Jul 24, 2025
Mit der kontinuierlichen Weiterentwicklung des gesellschaftlichen Fortschritts kann man in der modernen Blechverarbeitungsindustrie sagen, dass die Metallstanztechnologie reich und farbenfroh ist.
Jul 24, 2025
Bei der Blechfertigung kann Metall geschnitten werden. Neben mehreren gängigen Schneidverfahren gibt es auch ein häufigeres und spezielleres Schneidverfahren – das Blechscherverfahren.
Jul 24, 2025
Im Bereich der Fertigung und Bearbeitung spielt das Blechschneiden eine zentrale Rolle. Man kann sagen, dass der Schritt des Blechschneidens der grundlegendste Vorgang bei der Herstellung von Blechteilen ist.
Laden Sie einfach Ihre Designdateien hoch, um ein detailliertes Angebot zu erhalten!
Worauf warten Sie noch?
Wir sind hier
Laden Sie einfach Ihre Designdateien hoch, um ein detailliertes Angebot zu erhalten!
Nehmen Sie Kontakt mit uns auf
 German
German
 French
French