Sprache
20 % Rabatt auf Ihre erste Bestellung. Sparen Sie bis zu 1.000 $/1.000 €. Endet am 31. Dezember 2024.
IATF 16949:2016
ISO13485:2016
ISO9001:2015
Rufen Sie uns rund um die Uhr an
+86 135 1000 5651
Senden Sie uns eine E-Mail
Unsere Komponentenfertigungsstandards
RT stellt Produktionsaufträge her
Produktionsaufträge von RT Manufacture müssen sich an die grundlegenden Prozessspezifikationen halten, die dem gewählten Herstellungsverfahren entsprechen. Zusätzliche Anforderungen an die Bearbeitungsgenauigkeit oder -qualität müssen in Ihren Konstruktionszeichnungen, Beschaffungsunterlagen und technischen Spezifikationen explizit angegeben werden.
Aussehen und Oberflächenbeschaffenheit
Beschichtungsoberflächen müssen eine gleichmäßige Konsistenz aufweisen und alle Kontaktschnittstellen und angrenzenden Bereiche des Bauteils abdecken.
Fertige Oberflächen müssen frei von Mängeln sein, einschließlich Rissen, Abrieb oder strukturellen Schäden.
Bauteile, die durch Blechschneiden oder -stanzen geformt werden, müssen differenzierten Erscheinungsbildkriterien entsprechen. Detaillierte Richtlinien finden Sie in den entsprechenden Abschnitten.
Bearbeitungsprozesse und Präzisionskontrolle
Kritische Funktionsflächen müssen frei von Stufenstrukturen oder abnormalen Bearbeitungsspuren sein.
Alle bearbeiteten Bereiche müssen den festgelegten Rauheitsdesignkriterien entsprechen.
Bearbeitete Oberflächen müssen verbleibende Werkzeugspuren, Rattermarken und Prozessrückstände beseitigen und definierte Rauheitsparameter erfüllen.
Spezifikationen für die Kantenbehandlung
Freiliegende Kanten müssen abgeschrägt werden, um scharfe Kanten, Bearbeitungsgrate und Metallreste zu entfernen.
*Sekundäres Entgraten wird nicht durchgeführt, es sei denn, dies ist in der Prozessdokumentation ausdrücklich angegeben.
Sauberkeitsanforderungen
Bearbeitete Oberflächen müssen frei von Restkühlmittel, Metallpartikeln, Fremdkörpern oder anderen Schadstoffen sein.
Threading-Standards
Gewindeprofile müssen vollständig geformt sein und den in den Zeichnungen angegebenen Präzisionsklassen und Toleranzbereichen strikt entsprechen.
Im Gewindebereich sind keine Defekte, mechanische Beschädigungen oder Verunreinigungen zulässig.
Sauberkeitsanforderungen
Bearbeitete Oberflächen müssen frei von Restkühlmittel, Metallpartikeln, Fremdkörpern oder anderen Schadstoffen sein.
Threading-Standards
Gewindeprofile müssen vollständig geformt sein und den in den Zeichnungen angegebenen Präzisionsklassen und Toleranzbereichen strikt entsprechen.
Im Gewindebereich sind keine Defekte, mechanische Beschädigungen oder Verunreinigungen zulässig.
Anforderungen an die Beschichtungsoberfläche
Galvanisierte Schichten müssen über alle Kontaktflächen der Baugruppe hinweg eine kontinuierliche Gleichmäßigkeit aufweisen.
Beschichtete Oberflächen dürfen keine Bearbeitungsvertiefungen, Kratzer, Grübchen, Blasen oder freiliegendes Substratmaterial aufweisen.
Geringfügige Mängel in unkritischen Bereichen sind zulässig, sofern sie die Schutzfunktion nicht beeinträchtigen.
Schweißprozessspezifikationen
Bei den Schweißarbeiten sind die vom Auftraggeber bereitgestellten technischen Zeichnungen strikt einzuhalten.
Schweißnähte ohne besondere Anforderungen müssen einer Oberflächenreinigung unterzogen werden, um Schlacke und andere Prozessrückstände zu entfernen.
Mit dem Lackieren nach dem Schweißen darf erst begonnen werden, nachdem die Schweißnähte die Qualitätsprüfung bestanden haben.
Standards für Befestigungslöcher
Die Positionierungslöcher müssen ein kreisförmiges Design haben, dessen Maßhaltigkeit den Toleranzanforderungen der passenden Komponenten entspricht.
Die Oberflächen der Innenbohrung müssen frei von Bearbeitungsrückständen, Rattermarken oder anderen prozessbedingten Mängeln sein.
Inspektion der Beschichtungsqualität
Aufgesprühte Beschichtungen müssen eine kontinuierliche und gleichmäßige Filmschicht bilden.
Beschichtete Oberflächen dürfen keine Bearbeitungsstrukturen, Kratzer, Abnutzung, Partikelanhaftungen, Fließspuren oder Orangenhauteffekte aufweisen.
Beschichtungsinspektionen müssen visuell mit 1-facher Vergrößerung aus einem Beobachtungsabstand von 18 Zoll (45,7 cm) durchgeführt werden.

Unsere Teilefertigungsstandards
Hochwertige, kostengünstige kundenspezifische CNC-Bearbeitung mit RT
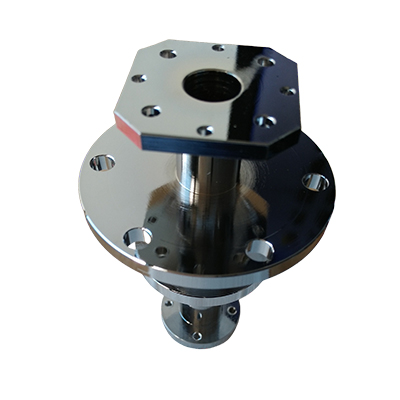
CNC-Bearbeitung und Drehen
Geometrische Merkmale (lineare Abmessungen/geometrische Toleranzen) entsprechen den ISO 2768-Standards. Lineare Bemaßungen entsprechen standardmäßig der mittleren Klasse (m-Klasse) nach ISO 2768-1, mit Toleranzen für Metallteile von ±0,2 mm (für Bereiche >6–30 mm) und nichtmetallischen Materialien, die auf ±0,5 mm (c-Klasse) gelockert sind. Besondere Anforderungen müssen explizit angegeben werden.
Die Rauheit der bearbeiteten Oberfläche wird typischerweise innerhalb von Ra 3,2 μm kontrolliert, wobei die Schnitttexturen konzentrische oder spiralförmige Muster aufweisen.
Alle scharfen Kanten werden abgeschrägt und entgratet, es sei denn, sie sind in den Zeichnungen ausdrücklich als beibehaltene Kanten gekennzeichnet.
Polymere optischer Qualität können nach der Bearbeitung Lichtstreuungseffekte aufweisen; RT empfiehlt das Polieren, um die Lichtdurchlässigkeit zu verbessern.
Kundenspezifische CNC-Drehdienstleistungen
Hochwertiger, kostengünstiger kundenspezifischer CNC-Drehservice
Blechbearbeitung
Blechbearbeitung
• Biegeberechnungen verwenden neutrale Schichtalgorithmen mit Standard-Entfaltungskoeffizienten von 0,45 T. Materialien mit hoher Duktilität erfordern Koeffizientenanpassungen auf der Grundlage empirischer Daten.
• Der Mindestabstand zwischen aufeinanderfolgenden Prägungen muss das Dreifache der Materialstärke überschreiten. Der Matrizenabstand wird auf 8–12 % der Materialstärke gehalten.
• Die Breite der lasergeschnittenen Wärmeeinflusszone (HAZ) korreliert positiv mit der Wärmeleitfähigkeit des Materials. Die typische HAZ für Edelstahl 304 beträgt 0,15–0,3 mm.
• Flanschlöcher erfordern vorgestanzte Durchmesser ≥1,2× Materialstärke, mit Flanschhöhen ≤0,8× Lochdurchmesser.
• Die Kompensation von Schweißverzerrungen erfolgt durch Vorwölbung, wobei eine Schrumpfzugabe von 0,8–1,2 mm pro Meter vorgesehen ist.
• Alle Schnittkanten werden standardmäßig entgratet. Kritische Kanten, die scharf gehalten werden müssen, müssen in den Zeichnungen angegeben werden.
Nicht standardmäßige Umformprozesse
• Walzen im geschlossenen Kreis (geschlossener Durchmesser ≤5T)
• Mehrstufiges Biegen (Winkeltoleranz
• Verbundstanzen (Schrittgenauigkeit >IT10)
• Sonderprofilschweißen (Einbrandkontrolle
Diese Prozesse initiieren das gleichzeitige DFM-Engineering. Unser technisches Team erstellt innerhalb von 48 Stunden Machbarkeitsberichte, begleitet von abgestuften Angeboten (einschließlich Rapid Prototyping und Massenproduktionsoptionen).

Blechbearbeitung
Schnell, benutzerfreundlich und erfüllen die individuellen Bedürfnisse der Kunden
Vakuumguss
Die Genauigkeit der Nachbildung von Silikonformen entspricht der CT8-Klasse mit einer Maßabweichung einzelner Teile von ±0,3 % oder ±0,25 mm (je nachdem, welcher Wert größer ist).
Die Fließgeschwindigkeit des Harzes in Angusssystemen ist auf ≤0,8 m/s begrenzt, um durch Turbulenzen verursachte Blasen zu verhindern.
Empfohlene Entformungswinkel: ≥1° (Standard), bei tiefen Hohlräumen mit Formtrennmitteln auf 3° ansteigend.
Dünnwandige Bereiche (
Die Temperaturgradienten nach dem Aushärten werden auf 3 °C/min geregelt, um Verformungen zu minimieren
Vakuumguss
Rapid Prototyping, Rapid Tooling, Kleinserienproduktion
Kunststoffspritzguss
Kunststoffspritzguss
• Die Formenherstellung folgt ISO 2768 mit Grundtoleranzen von ±0,13 mm (±0,005 Zoll). Die Schrumpfungskompensation erhöht den Wert um ±0,05 % pro mm (±0,002 Zoll pro Zoll). Besondere Toleranzen erfordern eine technische Validierung.
• RT implementiert stahlsichere Ränder und reserviert 0,1 mm Schlichtzugaben für funktionale Merkmale. Die Produktionswiederholgenauigkeit beträgt ±0,1 mm (±0,004 Zoll).
• Die Lieferfristen für den ersten Artikel beginnen mit der Abnahme der Form. Massenproduktionspläne werden nach der Genehmigung bestätigt. Die Erstmuster umfassen in der Regel 5–10 Teile und variieren je nach Kavitätsanordnung und Materialeigenschaften.
Hinweise:
Bei der Farbabstimmung werden RAL-Standards verwendet. Pantone-Äquivalente können chromatische Abweichungen aufweisen.
In den Angeboten sind standardmäßige DFM-Anforderungen enthalten: Entformungsschrägen ≥1°, Radien ≥0,5 mm.
Anguss-/Auswurfsysteme folgen den Empfehlungen der DFM-Analyse.

Kunststoffspritzguss
Keine Mindestbestellmenge – Eigenproduktion. Gleichbleibende Qualität und garantierte Lieferzeiten.
Thermoformen
Gleichmäßigkeit der Heizplattentemperatur: ±5 °C. Vorheizdauer: 60 Sekunden pro mm Dicke.
Umformdruckgradient: 0,2–0,8 MPa/s, mit ≤5 % Schwankung während der Verweilphase.
Abkühlrate: ≤10°C/min, mit Zusatzkühlkörpern für komplexe Geometrien.
Die Rückfederungskompensation wird anhand der Elastizitätsmoduldaten berechnet. Glasgefüllte Materialien behalten eine Rückfederung von ≤0,5° bei.
Mehrschichtige Verbundwerkstoffe erfordern Belüftungszwischenschichten mit einem interlamellaren Druck ≥0,6 MPa.
Thermoformen
Wirtschaftliche, effiziente und hochpräzise Thermoformlösungen erfüllen Ihre Projektanforderungen perfekt
Unser Hergestellte Teile
Unsere RT-Thermoformteile-Galerie und ihre Herstellungsprozesse.
Fall Studien
Entdecken Sie, warum Kunden auf der ganzen Welt unseren Vakuumguss für ihre Komponentenanforderungen wählen. Lesen Sie reale Erfahrungen und sehen Sie, wie wir ihre Erwartungen erfüllt und übertroffen haben.
Neue Fortschritte in der CNC-Bearbeitungstechnologie
Entdecken Sie neue Fortschritte in der CNC-Bearbeitungstechnologie – 5-Achsen-, Desktop-CNC-Maschinen und intelligente Zentren. Erfahren Sie, wie maßgeschneiderte CNC-Bearbeitungsdienste die Präzision von Metallteilen steigern.
Lernen Sie die wichtigsten Unterschiede zwischen CNC-Bearbeitung und Blechfertigung kennen – Materialien, Prozesse, Kosten und Anwendungen für kundenspezifische Teile wie Automobil-/Medizinkomponenten. Wählen Sie die richtige Methode für Ihre Bedürfnisse.
Laden Sie einfach Ihre Designdateien hoch, um ein detailliertes Angebot zu erhalten!
Worauf warten Sie noch?
Wir sind hier
Laden Sie einfach Ihre Designdateien hoch, um ein detailliertes Angebot zu erhalten!
Nehmen Sie Kontakt mit uns auf
 German
German
 French
French